Induccion Induccion Molding Catheter Tip With IGBT Unità di High Frequency Heating
Obiettivu Scaldate un mandru d'acciaiu raffreddatu à acqua à 700 ° F (371ºC) per furmà una punta di cateteru in Teflon di alta qualità.
Material Teflon catheter tubing, mandrel assembly
Temperatura 600-700 ° F (315-371ºC)
Frequenza 376 kHz
Attrezzatura • Sistema di riscaldamentu à induzione DW-UHF-6 kW, dotatu di un capu di travagliu à distanza chì cuntene un condensatore 0.66μF.
• Una bobina di riscaldamentu à induzione cuncepita è sviluppata apposta per sta applicazione.
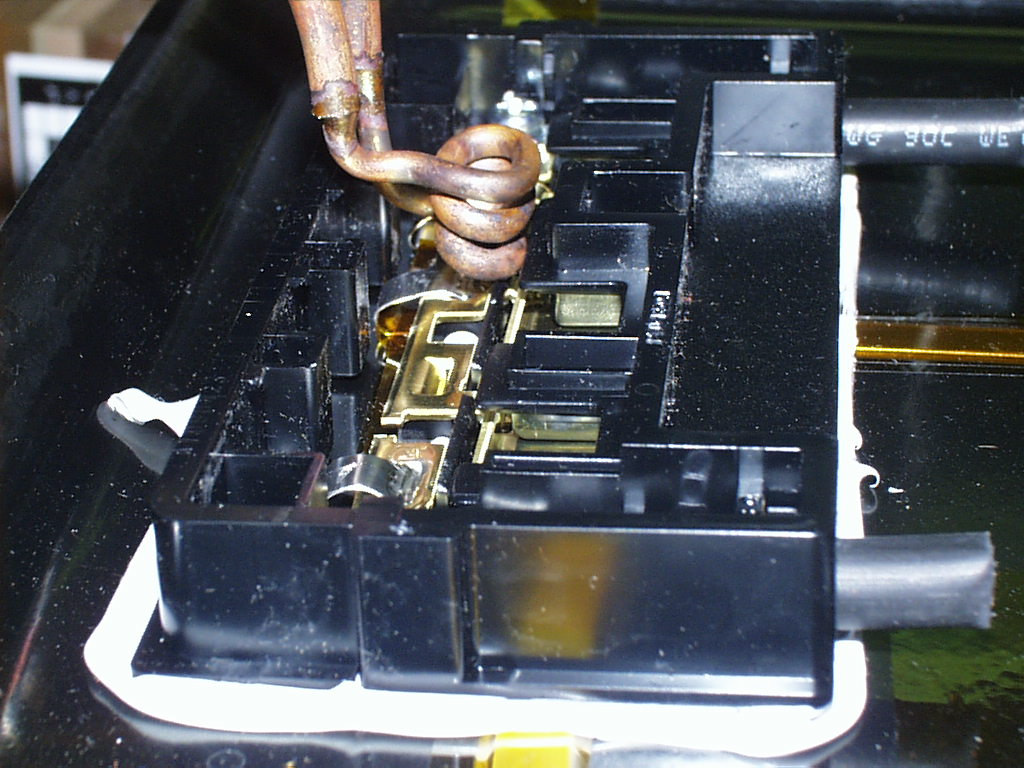
Prucessu Una bobina à dui turni hè aduprata per scaldà u mandru d'acciaiu à 660ºC in 371 secondi. Per furmà a punta di u cateteru, a putenza RF hè applicata mentre u catetere hè tenutu sopra u mandrinu. U tubu hè poi spintu annantu à u mandrinu per furmà una punta uniforme è uniforme.
Risultati / Beneficii A crescita induction:
• Una precisa, ripitazione di u calore
• Calefacciu non-contact
• Tempu di ciclo più rapidamente