Induccion Soldaturu Brass Connector In Solar Panel Con IGBT Induction Heater
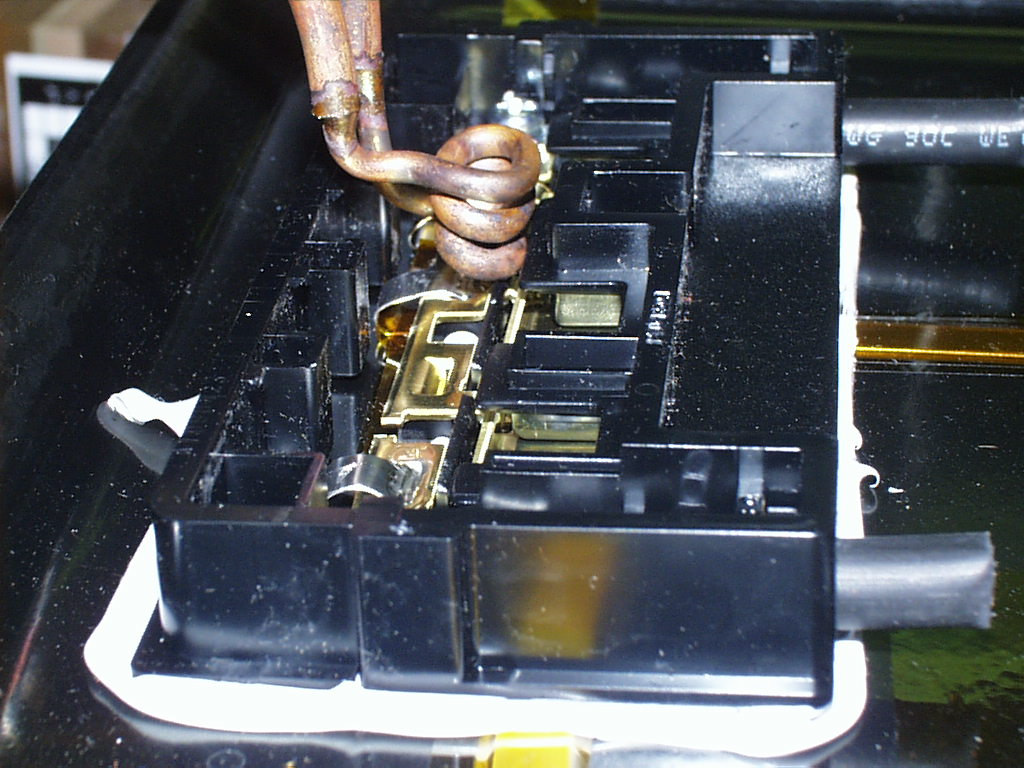
Objettivu Saldà trè connettori in ottone unu à volta in una scatula di giunzione di pannelli solari senza influenzà i cumpunenti in a scatula di giunzione
Material Solar panel cuneo, cunnessione di lattice, di solder di filu
Temperatura 700 ºF (371 ° C)
Frequenza 344 kHz
Attrezzatura • Sistema di riscaldamentu à induzione DW-UHF-6 kW, dotatu di un capu di travagliu à distanza chì cuntene un condensatore 1.0 μF.
• Una bobina di riscaldamentu à induzione cuncepita è sviluppata apposta per sta applicazione.
Prucessu Una bobina elicoidale in forma ovale di trè volti hè aduprata per scaldà i connettori. Un pezzu di filu di saldatura hè piazzatu nantu à a zona di cunghjunta è ogni giuntura hè riscaldata separatamente per 5 secondi per saldà u connettore. U tempu di prucessu tutale hè di 15 seconde per e trè articulazioni.
Risultati / Beneficii A crescita induction:
• A precisione puntuale furnisce u riscaldamentu solu à l'articulu; ùn influenza micca i cumpunenti circundanti
• U calore localizatu si pulita e articuli limpi
• Produce alta qualità, risultati repetitevuli
• Ancu a distribuzione di calà